
切り出し小刀は鉛筆削りの初代

切り出しは、切り出しナイフとか、切り出し小刀と呼ばれているが、ここでは単に切り出し小刀で統一。
正直、切り出し小刀についてはあまり詳しくない。
その生まれや歴史について調べてもいない。知ってることと言えば、初代鉛筆削りであったこと位。
なので、ここは想像力を働かせよう。妄想は得意なのだ。以下、妄想アビリティ発動によるもの。
大工と鍛冶屋は運命共同体のようなもので、鉋や鑿、そして鋸が無ければ大工は仕事ができない。刀鍛冶を除く日本のほとんどの鍛冶屋は大工道具を造っていたと言える。
切り出し小刀は、多分そんな鍛冶屋が片手間で作ったもの。
おまけみたいなものだ。
細長い板を斜めに切断して、その先に刃を付けるだけである。
などと言えば、実際に切り出しを造っている方々に間違いなく怒られる。
ただし、鉛筆削りの道具として普及する以前に、これだけシンプルで便利な道具が無かったはずはなく、それでいて、大工に代表される職人達が使う主要な道具のリストにほぼ挙げられることが無かったことから、やはり元はおまけなのだろう。
と、ここまでが妄想。

こちらは切出し小刀の裏側。
上が池内刃物の昭三作 24mm切り出し。下が喜作の 21mm切り出し。
切り出し小刀は片刃で、軟鉄の裏側に鋼を貼り合わせている。
写真の喜作の 21mm切出しの裏を見ると、鍛接の境界が確認できる。(写真はクリックすると拡大できます)
欧米のナイフは刃物全体が鋼で出来ている。全鋼は一見良さそうに思えるが、全てが硬い鋼だと研ぐのが大変なので、使っている鋼の硬さは低い。
一方、和式刃物は、軟鉄に鋼を貼り付けたり挟み込んだりしている。また、鉋や鑿、和鋏や和庖丁と同じく裏スキと呼ばれる加工が施されている。
刃先に硬い鋼を使いつつも、研ぐ箇所はほんの一部なので研ぎが楽なのだ
先程おまけと言ってしまったが、切り出し小刀は鍛冶の技術が詰まった紛うことのない和式刃物である。
切り出し小刀は研ぐことを前提に作られた刃物
切り出し小刀は研ぎながら使っていくもの。なので、研ぎやすい切り出し小刀が良い切り出し小刀だと思っている。
では、研ぎやすい切り出し小刀とはどのようなものなのか。
峰と刃先あるいは切先の凸な部分をピンポイントで丸砥や円砥で研いでしまい、研ぎ面が複数かつバラバラなものは論外で、裏押しが平らなものが研ぎやすい。

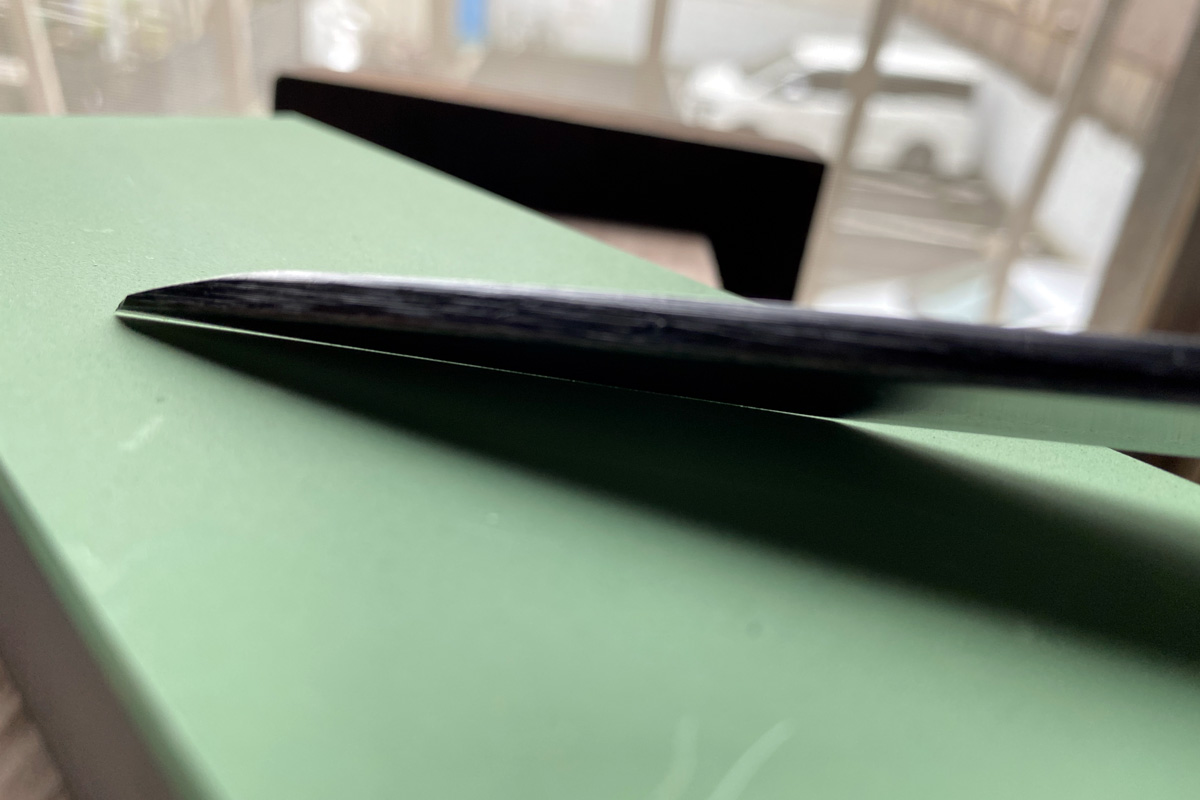
昭三作の切り出し小刀の刃を、平板に鋭角に置いてみる。その置き方は平面に映る影でわかると思う。左側が切先、右側が刃元。切先と刃元の間が湾曲しているため隙間から光が漏れている。その幅は、1mmに近い。
この状態の裏をそのまま平面に研ぐと、最悪糸裏皆無のベタ裏になってしまう。
鉋であれば、裏出しで修正は可能なのだが、切り出し小刀にそれを行うと薄いために割れてしまう。あるいは想定外に変形してしまう。
こうしたヒネクレモノを更生させる神器が世にあると聞くが、神器なので一般人が手に入れることは叶わない。
一応はヒネクレモノと真摯に向き合ってみたこともある。イボタを砥石に塗り込んで部分研ぎしたりもした。が、腕が付いていかず、あらぬ姿にしていまった。結局、経験や修業が足らない自分では、研ぎだけでこれを更生することは叶わなかった。
長年溜めこんだこうしたヒネクレモノは、2桁の数が机の中にある。大抵は思い出したときに応急的な研ぎを施し、友人に譲渡してしまう。
昭三作の刃先の湾曲は悪い例として挙げたが、昭三作の全てがこうしたものではないことを断っておく。また、他の切り出し小刀も大なり小なりこうした歪みはあるのだ。
喜作の切り出し小刀は刃先の中心部が盛り上がり、切先と刃元が平板から浮く。ただし、昭三作に比べれば、隙間は極わずかである。
裏は昭三作と異なり平面で研がれた跡がある。多分、熱から来る残留応力による経時変化。研ぎはとても丁寧である。
裏押しに文明の利器ダイヤモンド砥石を使う

裏押しにはナニワのダイヤモンド角砥石を使っている。金盤と金剛砂を組合せる方法もある。
人造砥石や天然砥石は、研ぎ汁に含まれる砥粒によって研削する。一方、焼結ダイヤモンド砥石は、砥石表面で研削していく。
焼結ダイヤモンド砥石で、砥石表面が削れて研ぎ汁に砥石の色がのるようであれば、それは力の入れ過ぎ。目詰まりするし、結構な速さで砥石が減っていく。
砥石表面で研削するので、砥石へ押し付ける力をコントロールして、例えば、むね側の裏刃はなるべく減らさず、刃の裏側だけ大きく研ぐようなことは苦手で、あくまで砥面に当たった全ての面を均一に研ぐ作業に向いている。
ダイヤモンド砥石を使う際の注意事項として、つぎ足す水には、炭酸ナトリウム(ソーダ灰)もしくは炭酸水素ナトリウム(重曹)を極わずかに投入し、弱アルカリ性にしておくこと。
研ぐことで刃物から削られた鉄の粉は、微粒子で比表面積が大きく、高い活性を持ち錆びやすい。そうした鉄粉は切り出し小刀の其処かしこに飛び散り錆びた後に定着してしまう。弱アルカリに保つのは、そうした錆の定着をを防ぐための措置。
人造砥石は、砥石中に酸化防止剤が入っているらしく、そうした錆は発生しにくい。
ナニワのダイヤモンド角砥石は、#1000、#3000、#6000を持っている。#1000の研削力はとても強く、裏押しの最初の作業にはもってこいの砥石だと思う。#3000と#6000の差は数値程大きくはない。#3000が数値以上に細かめ。
#1000より荒い砥石が欲しいときは、高価な焼結ダイヤモンド砥石ではなく、電着ダイヤモンド砥石が安価でお勧め。
ダイヤモンドとは言え、砥石なので使いこんでいくうちに減っていく。
ヒネクレモノを更生させるまで研ぐには、途方もない位の減りを覚悟しなければならない。
多分、砥石の消耗費用のほうが高くつくと思われるので、自分はやらない。
上の写真は、以前、焼結ダイヤモン砥石を酷使し、中央部分が減ってしまったもの。ストレードエッジを幅方向に砥面に当てると、その減り具合がわかる。
裏押し作業
実は刃物の研ぎ方に関する本格的な書物を読んだことが無い。なので、こちらに記載するやり方は自己流である。
そもそも、共通した正しい研ぎ方があるのかどうかも怪しいところで、ネットに上がっている研ぎ方は、大抵が自己流だと思う。
ここで、大切な一言。
我流、自己流、探求は楽しい。
裏押しと言う言葉からすれば、金盤を使った方法が正しいやり方なのだろうなと思いつつ、なるべく楽をしたい自分は、ダイヤモンド砥石を使う。そう、押すのではなく、研いでしまうのだ。

喜作の切り出し小刀の裏を研いでみる。
ほんのわずかな湾曲なのだが、実際に研いでみると糸から蕎麦に、そしてきしめんに。
いつもなら、表を研ぎつつ、裏の糸が切れたところで裏を研ぎ足す。つまり、糸裏が維持されるように表と裏を対話させるように徐々に研いでいくのだが、今回は真っ直ぐな刃先が欲しかったので、裏押しの平面を先に出してしまう。
あ~~、勿体ないと心のの中でつぶやきつつ、心を鬼にして研ぐ。
裏刃の面積がここまで広くなってくると研ぐのにも時間が掛かる。広い面積がを研ぐときはストロークを長く、そしてゆっくりと刃物を動かす。
研ぎ進めば進むほどきつくなってくる。ノンビリと研ぐものだから、ここまで 4時間以上掛かってる。もちろん、面直しの回数もそれなりにある。
ストロークは刃幅程度とか、砥石の長さの半分程度とか、色々とやり方はあるらしいけど、切り出し小刀に限って言えば自分は折り返し回数を減らしたいので、長めにしてる。
例えば、砥石の長手方向 18cmを使って 1往復させたとする。これを刃丈 6cmの切り出し小刀を 6cmのストロークで研ぐと、18cmを使った場合に相当するのは 3往復。
シャカシャカは結構疲れるのだ。
平面が出た後の仕上げとか、こっぱを使う時は別にして、ダイヤモンド砥石を使った裏押し平面出しは、長めのストロークが良いと思う。
誰かに教えられたわけではなく、言っていたわけでもない。言い出しっぺであり、我流である。
ウ~~ン、てか、綺麗なベタ裏ですな(汗
が、裏スキは残ってくれている。
このまま表を研いでいくと、糸裏に……なると思うんだけど、時間と砥石と、何より鋼の無駄使い。
ちなみに、経時とともに、熱による残留応力のため変形していくので、一度裏押しの平面を出したからと言って、裏側のメンテナンスが不要になることはない。

鏡面ではないけれど、それ近くはある。裏は後々ダイヤモンド砥石 #6000で仕上げる。
裏はとりあえずここまでにして、表に移ることに。
刃面の研ぎ作業

箱出し状態では、鋼部分のみがややハマグリ。刃先近くだけ綺麗なハマグリ。切先からアゴまで均一で綺麗なハマグリ。研ぐのがもったいないくらい。
切れ味を落とすことなく長切れする。
これを作った人、研いだ人には大変申し訳ない。これは既に自分の持ち物。勿体ないけど研ぎます。
今回は長切れよりとにかく切れ味重視なのだ。
まずは、人造砥石 #1000で研いでみる。この研ぎ終わった状態で、刃の真ん中あたりのシノギ筋部分の厚さは 4.5mm、刃幅が 9.0mm。なので刃角は 30°ジャスト。
往生際が悪い切先と刃元が最後まで残ったが、何とか研ぎきる。
荒削り用の鉋には、中心を張り出させ、左右方向に湾曲させる研ぎ方があるらしいが、切り出し小刀にも必要なのだろうか。
結構な厚みを研ぐことになる。刃のかえりは放置せず、都度裏を研いで措置する。
成長しすぎた返しを、最後の仕上げの時に一度で済ませるような研ぎ方だと、大抵刃こぼれしやすい刃先になってしまう。
研ぎが進んでいくと、最後に最後、砥石が当たらない箇所が出てくる。
そうした箇所をピンポイントで研ぎたくなる。ただ、砥石が当たらない箇所=凹んでいる箇所、研ぐべきところは凸む箇所。
さらに言えば、凹凸など無視してひたすら平面を造ることのみ意識する。

砥石を何本か変えて、裏と表を対話させながら、全体を鏡面に仕上げる。最後は超軟質の謎の天然合砥で、地金を梨地っぽく化粧研ぎ。
今回はその用途を鑑みて先端に小刃は付けなかった。
経験上、小刃の無い刃先は切れ味は良いが極端に短命となる。
頻繁に研ぐ必要があるし、場合によっては刃先が欠ける可能性もある。
例えば、自分の持つ普段使いの切り出しは、極わずかに小刃を付けている。そのほうが確実に長切れする。
研ぎ終えたこの切り出しの肝心な切れはと言うと、手の甲の産毛程度は楽に剃れる。
ぶら下げたティッシュも切れる。
この切り出し小刀で顔の無精を剃ってみたけど、一応は剃れる。ただ、顔全面を剃るには怖い。刃角度 30°もあるし、切り出し小刀自体が重たいし。一歩どころか数歩間違えそう。
そして、
未使用箱出しの切り出し小刀を研ぎ終わったあとには、いつも通りの達成感と罪悪感。
達成感は、箱出し状態よりも切れが良くなったこと。
罪悪感は、製品出荷前に研いでくれた人へのもの。
刃物の正しい研ぎ方を知らない自分は、とりあえず、研ぐ前より切ったり削ったりできてれば良い。そんな感じ。
切り出し小刀研ぎに便利な小物たち

切り出し小刀の各部の平面確認にはストレートエッジが便利。
ストレートエッジを手持ちのステンレス定規に当ててみると、正しい直線ではないことに驚く。
砥石の左右方向の平面度確認にも丁度良い。
ストレートエッジにはベベル型とかナイフ型、I型あるいは普通型など様々あるが、切り出し小刀に用いる場合、どれか 1本だけを選ぶとすれば普通型が良い。
精密な金属加工を施すわけではないので、普通型で十分である。
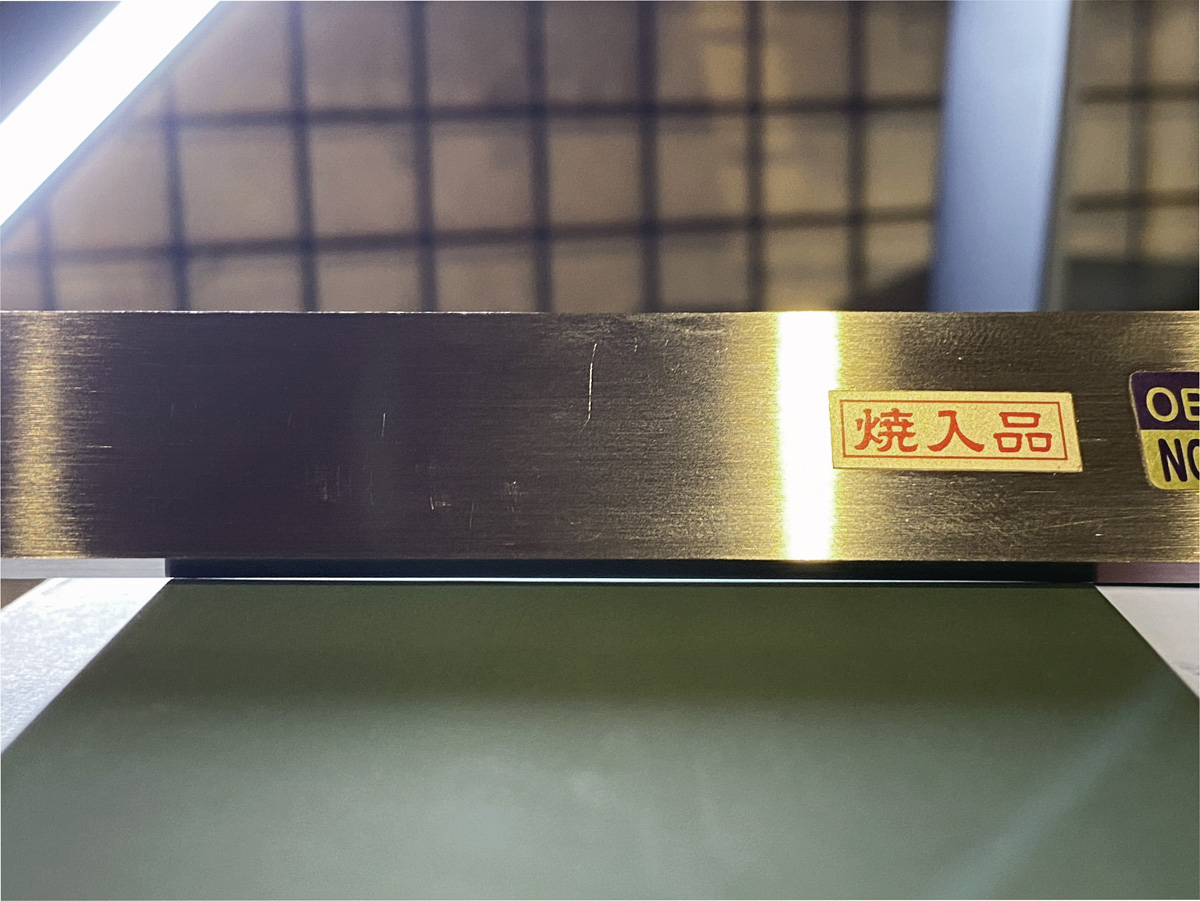
ポイントは焼き入れされている製品を選ぶこと。焼き入れされていないと、落としたときに精度面が傷が付きとても萎える。

こちらの普通型ストレートエッジは大菱計器製作所製の焼入品で、寸法は150×24×3(mm)。真直度は 13μm。
精度面は1面(ラベルの下側)だけである。
大菱計器製作所製は、とてもクソ真面目な会社なので、他の面もそこそこの精度で仕上げてくれていることを期待。
例えば、ナイフ型のストレートエッジ(真直度 1.6μm)をこちらの普通型ストレートエッジの各面(側面を除く 4面)に当ててみると、目視で見る限り精度面以外の面であっても隙間なく合わさる。
全く関係ない話だが、大菱計器製作所製の精密 Vブロックは自分にとっての憧れである。
裏押し、刃面が平面ならば、刃先も真っすぐ。さらに刃角度も切先から刃元まで一定に仕上げる。真っすぐな刃先は、刃先のどの部分で削っても切れ味は変わらない。
幅の広い薄削りが出来るのだ。
鏡面仕上げの後の化粧研ぎまで終わったら、シノギ筋付近を観察してみる。この線がぼやけていたり、境界に細い筋が入ってたりした場合、砥石の面にしっかりと刃面が当たっていない証拠である。くっきりが良い。

こちらは PEAKの 15倍ルーペ No.1962。
万年筆のペン先のチェックにも使っている。
ルーペは、高倍率だとブレて見にくく、低倍率では詳細が確認できない。この 15倍が丁度良い。
刃先のチェックの際は、このルーペを使って、のこぎり状のギザギザが無いこと、欠けが無いことを確認し、研ぎの完了としている。
もちろん、実際に削ってみるのが一番の確認方法。